

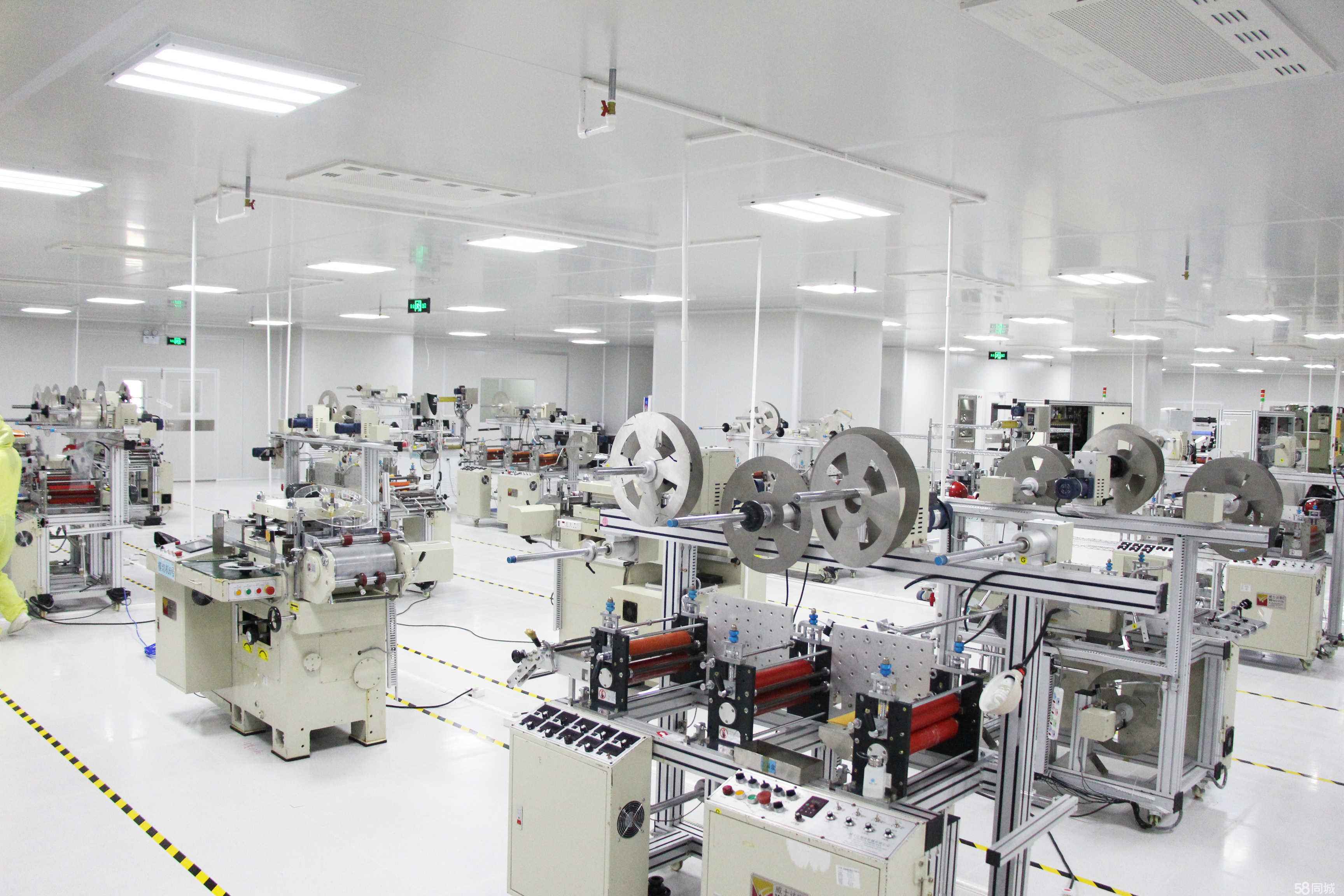
 长城开发科技电子器件净化工程案例
长城开发科技电子器件净化工程案例
洁净级别:百级、千级、10万级
建筑面积:8300平方米
项目地址:深圳
评估电子净化车间施工后的洁净度是否达标,需结合行业规范、测试方法及实际运行条件进行系统性检测与分析。以下是具体评估步骤及关键要点,具体随合洁科技电子洁净工程公司一起来了解下吧!
一、明确洁净度标准
根据电子行业需求(如芯片制造、半导体封装等),确定适用的洁净度等级。常见标准包括:
ISO 14644-1:国际标准,按每立方米空气中≥0.1μm、≥0.5μm等粒径的颗粒物数量划分等级(如ISO 5级对应每立方米≤3,520个≥0.5μm颗粒)。
美国联邦标准209E(已逐步被ISO取代):如Class 100对应每立方英尺≤100个≥0.5μm颗粒。
行业特定标准:如半导体行业可能要求更严格的颗粒控制或额外指标(如化学污染物、静电等)。
二、核心检测项目与方法
1、颗粒物浓度检测
工具:激光粒子计数器(需校准)。
方法:
在车间内按网格布点(如每10-20㎡设一个点),离地0.8-1.2m高度采样。
检测≥0.1μm、≥0.5μm等关键粒径的颗粒数,对比标准限值。
动态检测(设备运行中)与静态检测(设备停机)均需进行。
2、微生物污染检测(如适用)
工具:浮游菌采样器、沉降菌培养皿。
方法:
浮游菌:采集空气中微生物,培养后计数(CFU/m3)。
沉降菌:暴露培养皿一定时间,计算菌落数(CFU/皿·4h)。
适用于生物电子或医药相关车间。
3、气流组织与风速验证
工具:风速仪、烟雾发生器。
方法:
检测送风口风速(如百级区风速0.25-0.5m/s)。
观察气流方向(用烟雾发生器),确保无涡流或死角。
验证压差梯度(如洁净区与非洁净区间压差≥10Pa)。
4、温湿度控制
工具:温湿度记录仪。
方法:
持续监测车间温湿度(如温度22±2℃,湿度45-65%RH)。
确保符合工艺要求(如光刻工艺对湿度敏感)。
5、静压差与空气平衡
工具:微压差计。
方法:
检测各区域间静压差(如洁净区>准洁净区>普通区)。
验证空气平衡,避免交叉污染。
6、照度与噪声检测
工具:照度计、声级计。
方法:
照度:工作面照度≥300lux(依工艺调整)。
噪声:≤65dB(A)(避免影响精密设备或人员操作)。

三、检测频率与周期
施工验收阶段:
静态检测:设备安装完成后、运行前。
动态检测:模拟生产状态(人员、设备、物料流动)。
日常运行阶段:
定期检测(如每月/季度)关键指标(颗粒、温湿度、压差)。
异常情况(如设备维修、人员增加)后需重新检测。
四、数据记录与分析
记录内容:
检测时间、地点、环境条件(温湿度、压差)。
颗粒物浓度、微生物数量、风速等原始数据。
检测人员、设备型号及校准信息。
分析方法:
对比标准限值,计算合格率。
绘制洁净度分布图,识别高风险区域。
五、整改与复测
不合格项处理:
定位问题源头(如过滤器泄漏、气流短路)。
修复后重新检测,直至全部指标达标。
复测要求:
复测项目需覆盖初始不合格点及关联区域。
复测合格后方可投入使用。
六、第三方认证(可选)
委托CNAS认可的检测机构进行独立评估,出具权威报告,增强客户信任。
七、持续监控与维护
建立洁净度管理档案,定期更新检测数据。
制定预防性维护计划(如更换过滤器、校准设备),确保长期达标。
示例检测流程
1、静态检测:关闭所有生产设备,检测颗粒物浓度。
2、动态检测:模拟生产流程,检测颗粒物、风速、压差。
3、微生物检测:在关键区域放置培养皿,48小时后计数。
4、综合评估:若所有指标均符合ISO 5级标准,则判定达标。
通过以上系统性检测与验证,可确保电子净化车间满足工艺要求,保障产品质量与生产稳定性。














































189 3816 0887


地址:东莞市东纵大道盈锋商务中心A座(合景集团)
客户专线:189 3816 0887
采购专线: 138 2925 8877

 华星光电净化工程案例
华星光电净化工程案例

 宸鸿科技(光电触控屏)净化工程案例
宸鸿科技(光电触控屏)净化工程案例